
Application of Machine Vision AI in Appearance Defect Detection
Introduction
Under the wave of Industry 4.0 and intelligent manufacturing, product quality control has become the core competitiveness of manufacturing enterprises. Traditional manual inspection methods suffer from numerous pain points such as low efficiency, high missed detection rates, and high costs, making them unable to meet the stringent requirements of modern production lines. With the rapid development of artificial intelligence technology, machine vision AI appearance defect detection technology based on deep learning has emerged, bringing revolutionary changes to the industrial quality inspection field. This technology achieves rapid and accurate identification of product surface defects through high-precision image acquisition, intelligent algorithm analysis, and automated judgment, and is becoming an important pillar of quality management in smart factories.

1、Technical Principles and System Architecture
1.1 Core Technical Foundation
The machine vision AI defect detection system integrates traditional machine vision technology with deep learning algorithms to form a complete intelligent inspection solution. The core of the system lies in utilizing deep learning models such as convolutional neural networks, which, through training on large amounts of sample data, enable machines to possess defect recognition capabilities similar to the human eye, while far exceeding manual inspection in detection speed and accuracy.
Compared to traditional machine vision algorithms, the greatest advantage of deep learning technology lies in its powerful feature self-learning capability. Traditional algorithms require professionals to develop complex detection rules customized for different defect types, whereas deep learning models only need to be provided with normal samples and defect samples for training to automatically learn defect features. When new defect types emerge, the model can be optimized simply by supplementing new samples for retraining, without the need to rewrite algorithms, greatly improving the system’s flexibility and adaptability.
1.2 System Architecture Design
A complete AI vision defect detection system consists of five core modules working collaboratively to form an intelligent inspection closed loop. First is the image acquisition module, which integrates industrial-grade high-resolution cameras, specialized lenses, and lighting systems capable of precisely capturing high-definition image data of product surfaces. The design of the lighting system is particularly critical, requiring selection of appropriate illumination methods based on the material, color, and surface characteristics of the object being inspected to achieve optimal imaging results.
Second is the AI image processing platform, which serves as the brain of the system. Based on deep learning algorithms, the platform performs real-time processing and analysis of captured images, efficiently identifying various types of surface defects including scratches, cracks, stains, holes, bubbles, and color differences, while also completing high-precision measurement tasks for dimensions and shapes.
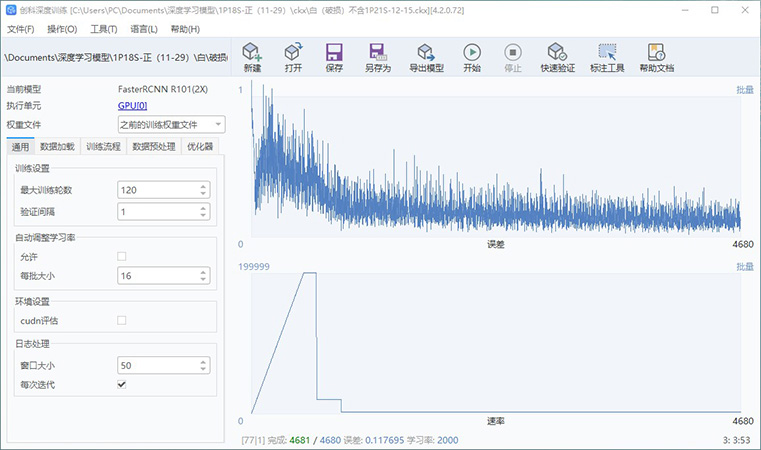
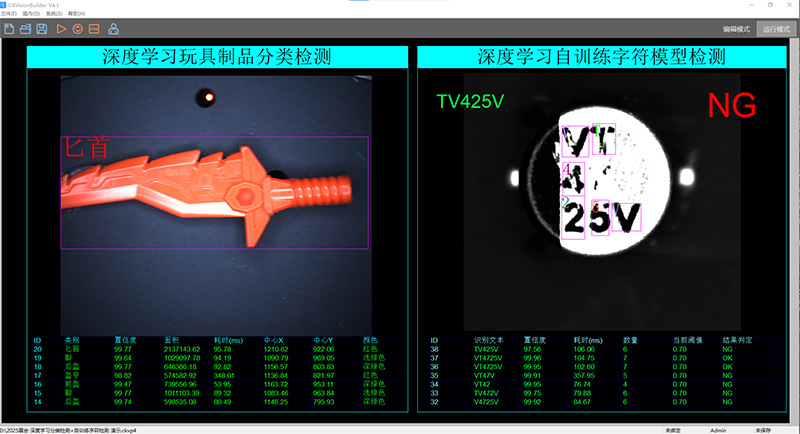
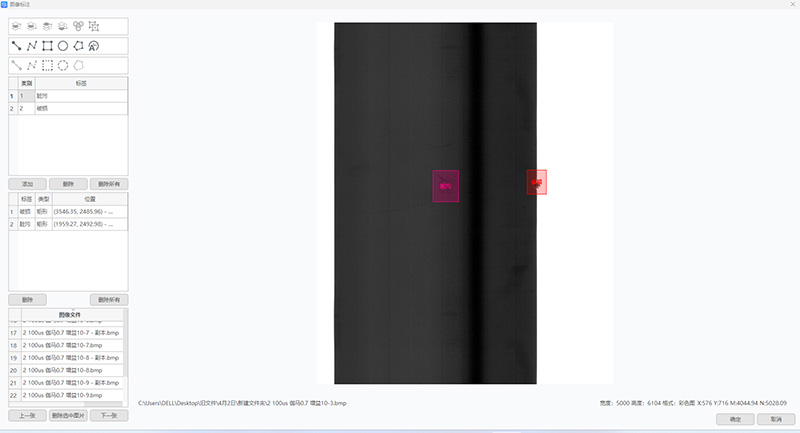
Third is the model training module, providing end-to-end tools from data annotation and model training to deployment verification. Users can independently complete the construction of customized detection models through a user-friendly graphical interface without programming expertise. The system supports multiple deep learning model architectures, including classification models, object detection models, instance segmentation models, and anomaly detection models.
Fourth is the result output module, which displays real-time visualization of detection results and exchanges data with production control systems through standardized interfaces. When defects are detected, the system displays detailed information such as defect location, type, and size in real-time, triggers audio-visual alarms, and transmits detection data to production management systems such as MES.
Finally, the system operations and maintenance management module is responsible for monitoring system operational status, providing functions such as parameter configuration, fault diagnosis, and data statistical analysis to ensure stable and reliable operation of the entire detection system.
2、Technical Advantages and Breakthroughs
2.1 Ultra-High Detection Accuracy
Deep learning algorithms can capture minute defects imperceptible to the human eye, with detection accuracy reaching 0.01 millimeter level. In practical applications, the system’s defect detection rate typically exceeds 99%, with both false positive and false negative rates controlled at extremely low levels. Particularly for critical defects, the system can achieve zero missed detections, providing reliable quality assurance. This level of precision is unattainable by traditional manual inspection and conventional machine vision algorithms.
2.2 High-Speed Detection Capability
The system supports multi-task parallel processing, with single-surface image processing time typically under 0.1 seconds, and complete product inspection cycle time controllable within a few seconds, fully meeting the production rhythm of high-speed production lines. Taking electronic component inspection as an example, the system can achieve detection speeds of over 60 pieces per minute, significantly improving production efficiency. The system also supports 360-degree comprehensive detection, completing thorough inspection of multiple product surfaces in a single process.
2.3 Adaptive Learning Capability
The system incorporates deep learning modes, supporting new defect annotation and retraining functions. As detection data continuously accumulates, the system’s recognition capability continually improves, achieving “increasing accuracy with use.” This self-evolutionary capability enables the system to adapt to product iterations and process changes, extending the system’s service life and reducing maintenance costs.
2.4 Complex Scene Adaptability
AI algorithms possess powerful anti-interference capabilities, accurately identifying target defects against complex or flexible backgrounds. Even when facing challenging scenarios such as lighting variations, background interference, and diverse product colors, the system maintains stable detection performance. Utilizing advanced image segmentation technology, the system can precisely distinguish foreground from background, effectively eliminating interference factors.
3、Industry Application Cases
3.1 Electronics Manufacturing Industry
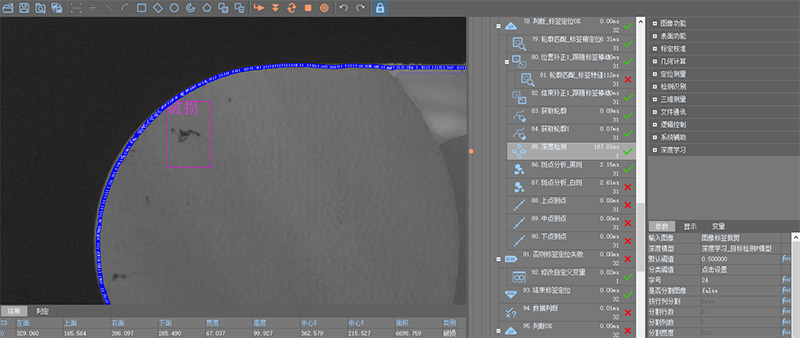
In the 3C electronics products and components manufacturing field, AI vision detection systems are widely applied to component appearance inspection. Taking capacitor components as an example, the system employs multiple sets of high-precision cameras for 360-degree comprehensive detection, capable of identifying marking defects such as incomplete, incorrect, ghosted, or tilted markings, detecting surface defects including shell damage, scratches, contamination, and pores, as well as lead defects such as length variations, exposed copper, and distortion. This solution replaces traditional fully manual visual inspection, significantly improving detection efficiency and fundamentally resolving missed detection issues.
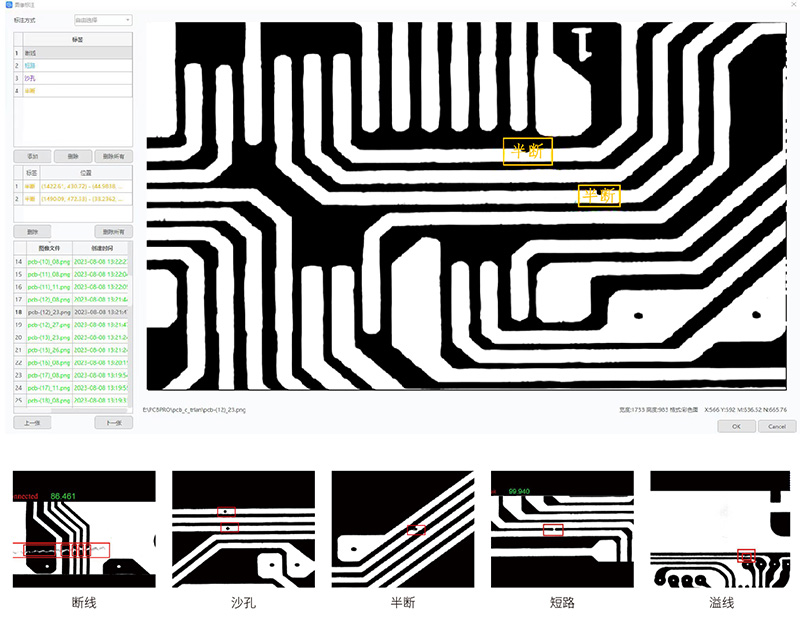
In the inspection of PCB circuit board printing, the system can accurately identify various defects such as wire breaks, pinholes, partial wire breaks, short circuits, and wire overflow. It seamlessly connects with automated production lines to achieve automatic sorting and flow control.
3.2 Automotive Manufacturing Industry
Automotive manufacturing has extremely strict requirements for component quality. AI vision systems play important roles in body assembly error-proofing, door assembly inspection, and adhesive application quality monitoring. In adhesive application inspection for front and rear windshields and sunroof glass, the system mounts vision equipment on robotic arms to inspect adhesive bead width, position, and continuity in real-time, promptly detecting issues such as insufficient adhesive, missing adhesive, and discontinuities, with defect detection rates exceeding 99%.
In automotive three-electric system inspection, for motor stator welding point defect detection, the system combines 3D vision imaging technology to accurately identify minute welding defects, with zero false negative rate and false positive rate controlled within 1%, achieving visual inspection accuracy of ±0.1 millimeters.
3.3 Semiconductor Industry
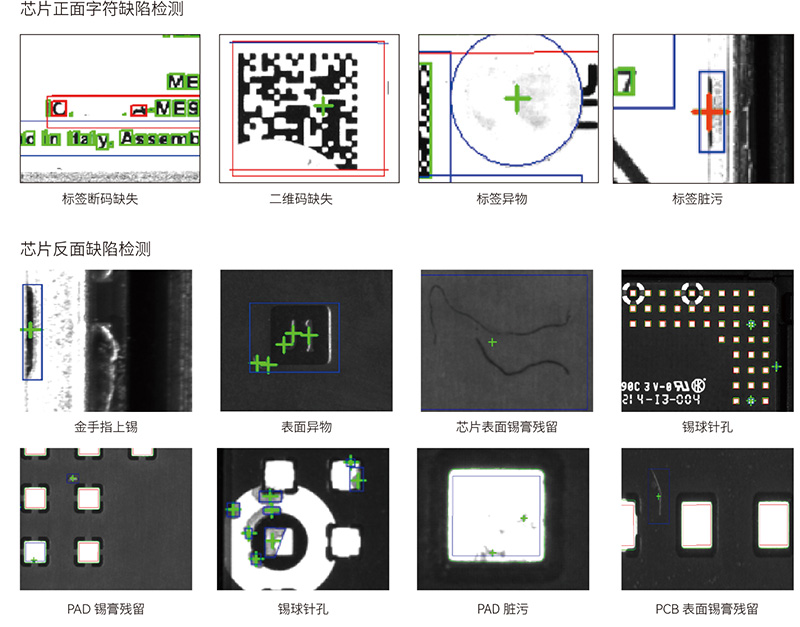
Surface defect detection of chips and semiconductor products requires extremely high precision. AI vision systems can detect minute defects such as scratches, contamination, and missing patterns on chip surfaces, providing quality assurance for chip production. The system employs high-magnification optical imaging and deep learning algorithms to identify low-scale and low-contrast defects at microscopic levels, solving the “invisibility” problem that traditional methods struggle to address.
3.4 New Energy Industry
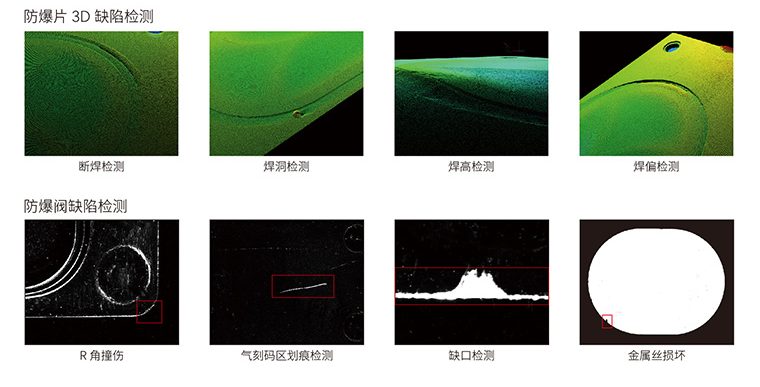
In lithium battery production processes, the surface quality of key components such as electrode sheets and battery cells directly affects battery performance and safety. AI vision systems can detect defects including scratches, wrinkles, particles, and exposed foil on electrode sheet surfaces, as well as issues like incomplete welding, missing welding, and weld height deviations after the welding of lithium battery explosion-proof valves. meeting the high production capacity requirements of new energy production lines.
3.5 Other Application Fields
In the building materials industry, the system is applied to surface defect detection of ceramic tiles and wooden flooring, capable of identifying defects such as worm holes, cracks, damage, unevenness, missing corners, and chipped edges, with detection rates exceeding 99%. In the textile industry, the system can detect weaving problems, stains, and cutting zones on fabrics. In the pharmaceutical industry, it is used for drug packaging integrity inspection and label checking. These applications fully demonstrate the broad applicability of AI vision technology.
4、Technology Development Trends
4.1 Few-Shot Learning Technology
Traditional deep learning models require large amounts of annotated samples for training, while in actual production, sample quantities for certain defect types are limited. The development of few-shot learning and zero-shot learning technologies enables systems to quickly establish detection capabilities under sample-scarce conditions. Through generative adversarial network technology, virtual defect samples can be generated for model training, overcoming data scarcity difficulties.
4.2 Unsupervised Anomaly Detection
Unsupervised learning models only require normal samples for training and can identify all abnormal situations deviating from normal states without annotating specific defect types. This method is particularly suitable for scenarios with diverse and difficult-to-enumerate defect types, greatly reducing system deployment difficulty and costs.
4.3 Edge Computing Deployment
With the development of edge computing technology, AI vision systems are evolving toward miniaturization and cost reduction. Through edge AI chips and lightweight models, computing capabilities can be deployed to production sites, achieving real-time response and data privacy protection while reducing dependence on cloud computing resources.
4.4 Multi-Modal Fusion Detection
Combining multiple detection methods such as 2D vision, 3D vision, infrared imaging, and laser scanning can obtain more comprehensive product information. Multi-modal fusion technology can overcome the limitations of single detection methods and improve detection capabilities for complex defects. For example, 3D vision can detect three-dimensional defects such as surface depressions and protrusions, compensating for 2D vision shortcomings.
4.5 Intelligent Decision-Making and Prediction
Future AI vision systems will not only detect defects but also analyze the causes of defect generation, predict potential quality issues, and provide data support for production process optimization. By establishing correlation models between defects and process parameters, systems can achieve closed-loop quality control, driving continuous improvement of manufacturing processes.
5、Implementation Value and Benefits

5.1 Reduced Labor Costs
Automated inspection replaces traditional manual visual inspection, significantly reducing quality inspection personnel requirements and solving the “difficult recruitment and expensive labor” problem for manufacturing enterprises. Taking a production line requiring 10 quality inspectors as an example, after introducing an AI vision system, this can be reduced to 2-3 people, saving hundreds of thousands of yuan in labor costs annually.
5.2 Improved Product Quality
The system’s high accuracy and zero missed detection capability ensure that defective products do not enter the market, effectively reducing customer complaint rates and return rates. Product quality improvement directly enhances enterprise market competitiveness and brand value.
5.3 Increased Production Efficiency
High-speed detection capabilities enable the system to keep pace with or even exceed production line rhythms, eliminating bottlenecks in the quality inspection process. Meanwhile, real-time detection and immediate feedback mechanisms can quickly identify production anomalies, avoiding batch defective product generation and reducing rework and waste.
5.4 Data-Driven Decision Making
The system automatically records and compiles all detection data, generating visual reports to provide data support for production management. By analyzing defect distribution patterns and trends, managers can precisely locate problem areas, optimize production processes, and achieve continuous improvement.
5.5 Achieving Intelligent Manufacturing
AI vision detection systems seamlessly integrate with enterprise information systems such as MES and ERP, driving digital and intelligent transformation of production processes. This is an important step for enterprises moving toward Industry 4.0 and smart factories, laying the foundation for future flexible manufacturing and customized production.
Conclusion
Machine vision AI appearance defect detection technology represents the development direction of the industrial quality inspection field. With continuous advancement in deep learning algorithms, sustained improvement in hardware performance, and increasingly diverse application scenarios, this technology is penetrating from high-end manufacturing into more industries, becoming an indispensable core technology for intelligent manufacturing. In the future, with the integrated application of new technologies such as few-shot learning, unsupervised learning, and edge computing, AI vision detection systems will become more intelligent, efficient, and user-friendly, providing powerful technical support for high-quality development of the manufacturing industry. Enterprises should actively embrace this technological transformation, achieving digital upgrades in quality management through the introduction of AI vision detection systems to secure advantageous positions in fierce market competition.